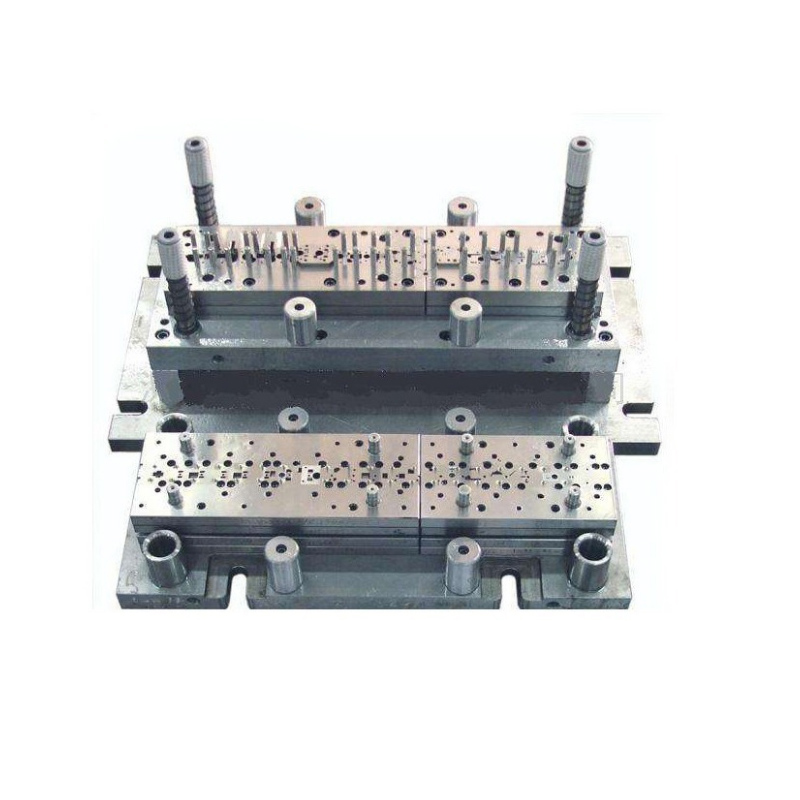
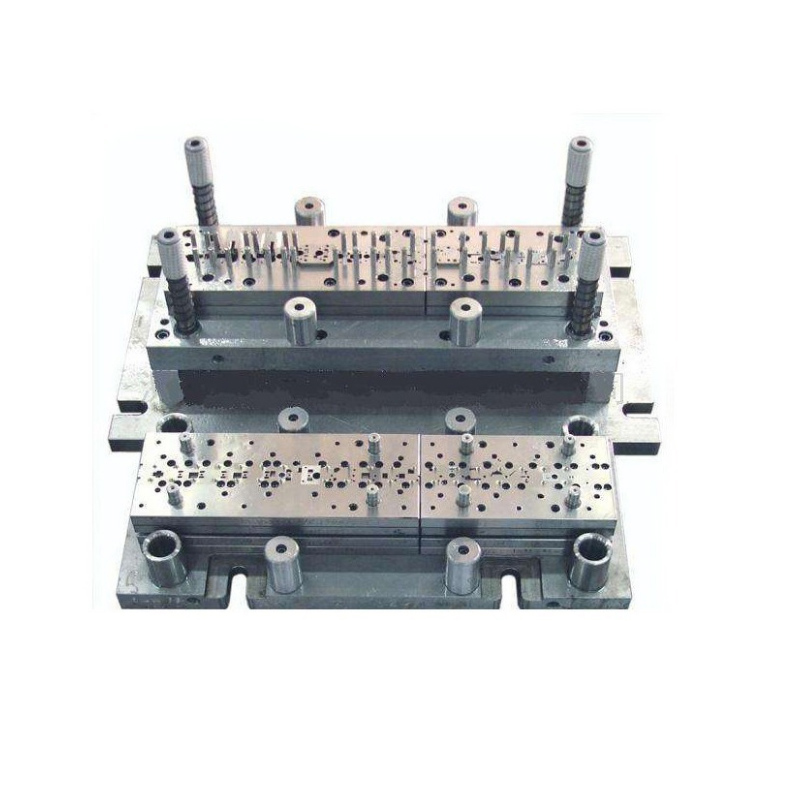
Прогрессивный штамп — это штамп холодной штамповки, который использует полосообразные штамповочные материалы и одновременно выполняет несколько процессов штамповки на нескольких различных станциях на одном штампе за один ход штамповки пресса. Этот процесс позволяет полосе материала всегда двигаться в одном направлении. Каждый раз, когда штамп завершает операцию штамповки, полоса перемещается на фиксированное расстояние до тех пор, пока изделие не будет готово.
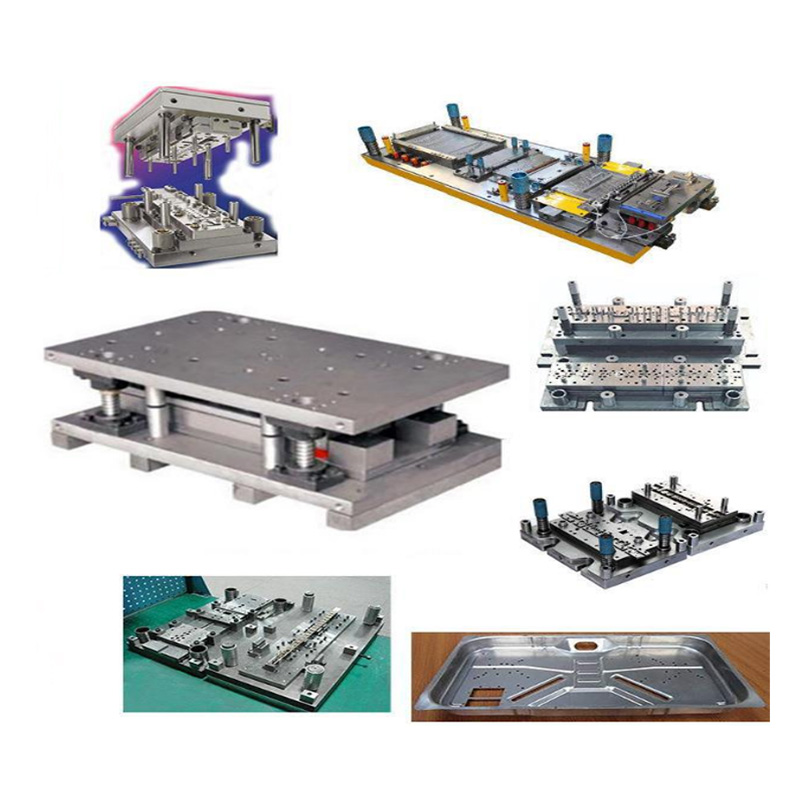
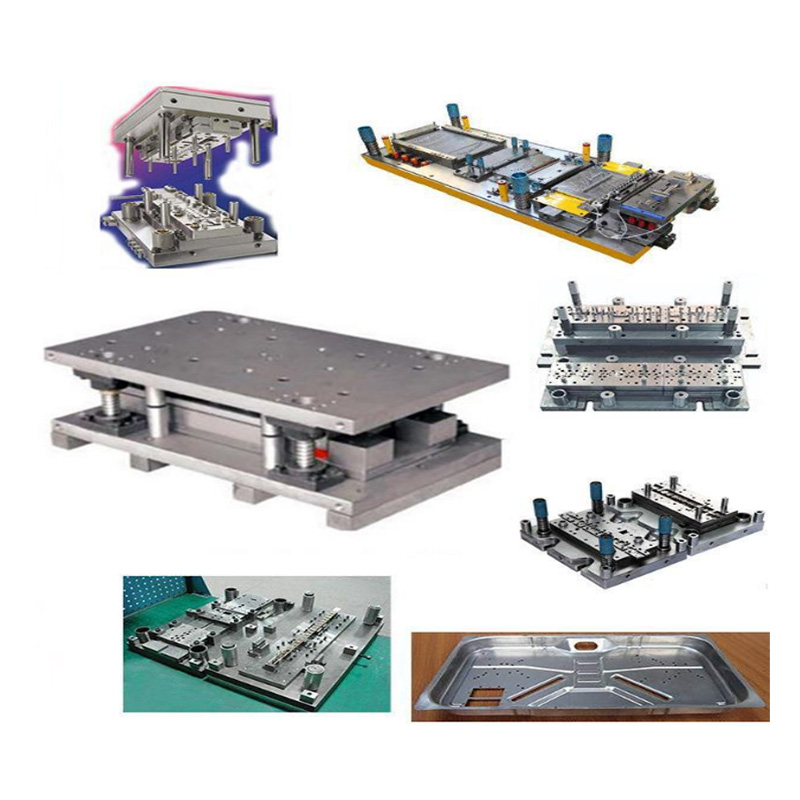
Мы предлагаем серию прогрессивных штампов с надежным качеством и конкурентоспособными ценами.
Особенности и преимущества прогрессивной штамповочной машины:
Высокая эффективность производства: Он может выполнять несколько процессов за один ход штамповки, что значительно повышает эффективность производства.
Высокая точность продукции: Благодаря прецизионной обработке и многократным калибровкам пресс-формы обеспечивается высокая точность изделий.
Хорошая стабильность процесса: Весь технологический процесс стандартизирован, что снижает влияние человеческого фактора и повышает стабильность процесса.
Подходит для различных отраслей промышленности: Широко используется в таких отраслях, как электроника, автомобилестроение и аэрокосмическая промышленность.
Методы обслуживания штампов прогрессивного действия
Техническое обслуживание штампов последовательного действия — это кропотливый и важный процесс, включающий в себя работы по техническому обслуживанию по многим направлениям для обеспечения долгосрочной стабильной работы штампов и стабильности качества продукции.
Техническое обслуживание пуансонов и матриц
Разборка и осмотр: При разборке пуансона необходимо обратить внимание на проверку гладкости съемника и матрицы, а также на то, является ли зазор между съемником и матрицей равномерным. Аналогично, при замене матрицы также необходимо проверить, является ли зазор между матрицей и пуансоном равномерным.
Проверка заполнения и длины: Чтобы уменьшить износ пуансона, может потребоваться добавить шайбы для достижения требуемой длины. В это время следует проверить эффективную длину пуансона, чтобы убедиться, что она достаточна.
Меры предосторожности при сборке: При сборке матрицы ее следует расположить горизонтально. Затем поместите плоский стальной блок на поверхность матрицы и аккуратно постучите по нему алюминиевым стержнем. Избегайте надавливания на него под углом. Дно матрицы должно быть закругленным. После завершения сборки необходимо проверить, все ли компоненты установлены правильно и нужно ли плотно зажать форму.
Разборка и осмотр: При разборке съемной пластины вы можете использовать две отвертки, чтобы равномерно ее открыть, а затем равномерно вынуть ее вручную. Если разборка затруднена, следует проверить, тщательно ли очищена форма, все ли винты удалены и нет ли повреждений формы.
Сборка и обслуживание: При сборке пластины съемника сначала очистите пуансон и пластину съемника, а также нанесите смазку между установочным штифтом и направляющей пуансона. После успешного размещения нажмите на него рукой несколько раз. Если на неподвижной пластине есть стальная стружка, проверьте, достаточно ли мест на боковой пластине съемника.
Проверка и регулировка зазоров: Из-за повреждения сердечника пресс-формы позиционные отверстия сердечника пресс-формы могут привести к чрезмерным или неравномерным зазорам после сборки. Соответствующую регулировку зазора можно выполнить, проверив состояние поперечного сечения после лазерной резки. Если зазор слишком мал, будет меньше поперечных сечений; если зазор слишком велик, будет больше поперечных сечений и более крупные заусенцы. После регулировки ее следует записать как можно подробнее или сделать отметки на краю охватывающей формы для последующих операций по техническому обслуживанию.
Проверка установочных штифтов и направляющих стоек: Необходимо регулярно проверять зазоры между установочными штифтами и направляющими стойками, а также наличие признаков ожогов или повреждений и нормальное ли смазывание направляющей формы.
Ежедневный осмотр: В ежедневном производстве следует уделять внимание проверке того, находятся ли штамповочный станок и форма в нормальном состоянии, например, подача штамповочного масла и смазка направляющих частей. Проверки перед установкой формы на машину, проверки режущих кромок и подтверждение фиксации всех частей являются необходимыми профилактическими мерами.
Благодаря вышеперечисленным мерам по техническому обслуживанию можно существенно продлить срок службы штампа последовательного действия, а также улучшить качество продукции и стабильность производства.
Спецификация:
| 1.Необязательно Материал: | Сталь литейная. | |||||
| 2. Плесень: | прогрессивный | |||||
| 3.Испытание штампа | Испытание штампа для обеспечения его исправной работы. | |||||
| 4. Гарантия качества: | на основе объема заказа, в зависимости от срока службы. | |||||
Если вам требуются услуги по проектированию штампов прогрессивной штамповки, обращайтесь к нам, мы предоставим вам лучшие цены и высокое качество штампов для металла.









